圓管液壓彎管機(jī)簡介

2020-09-18 22:40:14
圓管液壓彎管機(jī)通過油缸推動齒條,帶動齒輪進(jìn)行轉(zhuǎn)動彎管。這種液壓彎管設(shè)備經(jīng)濟(jì)高效,角度控制通過編碼器數(shù)字控制,彎管精度對于常規(guī)產(chǎn)品也是可以保證的。比較容易受到油溫變化,速度變化,齒輪齒條間隙等條件而影響彎曲精度。
設(shè)備可彎曲不同直徑的無縫圓管、不銹鋼圓管、銅管等,化工管道、工礦,預(yù)埋消防圓管管生產(chǎn)等行業(yè)的大批量彎管加工操作。
設(shè)備機(jī)構(gòu)穩(wěn)固,占地面積小,具有良好的空間感,。
使用該機(jī)彎管時(shí),不需要加熱或填砂工藝,根據(jù)不同的需要可以冷彎成形。所彎制品具有圓弧光滑,清晰,變形量小等特點(diǎn)。
本機(jī)設(shè)計(jì)結(jié)構(gòu)簡單,多功能式彎管機(jī)操作靈活方便,使用時(shí)間長長,配備模具多。具有一機(jī)多用的功能。可以進(jìn)行直徑76mm、89mm、100mm、108mm、114mm、125mm、133mm、140mm、150mm、159mm、165mm、200mm、219mm、250mm、273mm、325mm等圓管彎管加工。

彎管機(jī)的圓管模具的安裝及調(diào)整
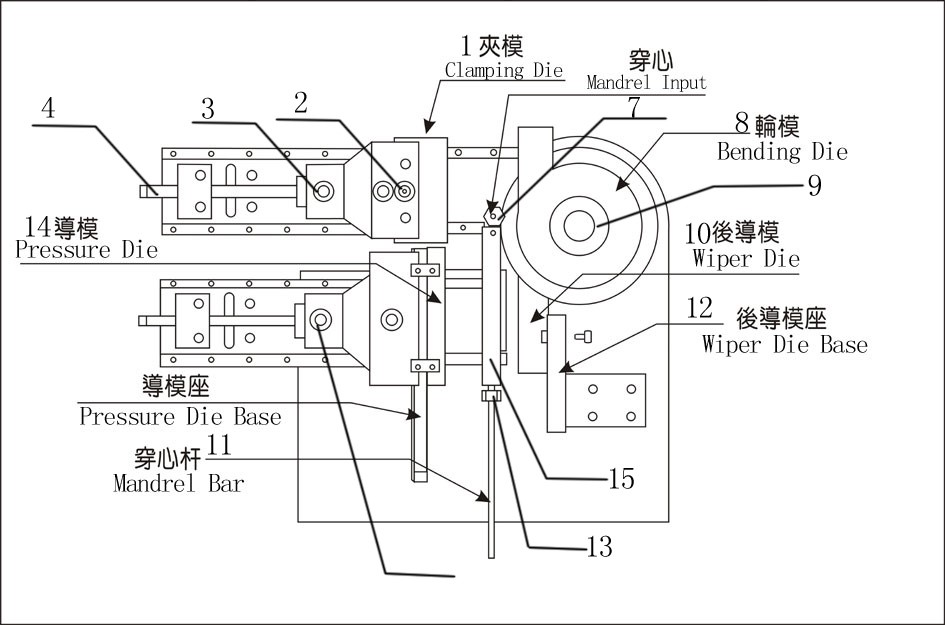
圖十二夾緊模
- 夾緊模銷軸
- 夾緊模座固定螺絲
- 夾緊模調(diào)節(jié)螺桿
- 壓料模套固定
- 壓料模套調(diào)節(jié)螺絲
- 芯棒桿珠子
- 彎管模
- 彎管模鎖緊并帽
- 防皺板
- 芯棒桿
- 防皺板座
- 芯棒桿固定螺母
- 導(dǎo)模
- 芯棒
- 彎管模的安裝(參照圖十二)以順時(shí)針方向?qū)澒苣fi緊并帽(9),松開取下,換上所需之彎管輪模后鎖緊彎管模鎖緊并帽即可。
- 主夾模的安裝(參照圖十二)
- 取出主夾模肖軸(2),換上所需之夾緊模,肖軸插入即可,松開夾緊模座固定螺栓(3),用手動模式畫面操作主夾夾緊,轉(zhuǎn)動夾緊模調(diào)節(jié)螺桿再向前移動1/3圈或1/2圈。鎖緊夾緊模座固定螺絲即可。
- 導(dǎo)壓模的安裝(參照圖十二)裝上導(dǎo)模,同上述方法基本相同,但調(diào)整的夾緊力比主夾模稍松一點(diǎn),當(dāng)出現(xiàn)管材內(nèi)皺,將壓料模套調(diào)節(jié)螺絲往前移動約1/4圈后,試彎直至不出現(xiàn)內(nèi)皺為止。特別注意試彎時(shí)輔推前進(jìn)速度必須與彎管速度同步。
- 芯棒桿及芯棒油缸座的安裝及調(diào)整(參照圖十二)芯棒珠子(7)安裝于芯棒桿(11),芯棒桿擰入芯棒(15)上,芯棒接入芯棒油缸的十字接頭上,一般的調(diào)整方法是芯棒桿的前端應(yīng)超過彎管模中心切點(diǎn)2~5mm(應(yīng)視彎管模直徑大小而定,直徑大即超過切點(diǎn)得距離長一點(diǎn),直徑小反之),芯棒油缸座安裝于芯棒油缸導(dǎo)軌上,芯棒油缸導(dǎo)軌上有一刻度尺,指針?biāo)境叽缂礊閺澒苣0霃匠叽纾哉f更換彎管模,芯棒油缸座也應(yīng)進(jìn)行調(diào)整。
- 防皺裝置的安裝(參照圖十三)防皺板(10)固定在防皺座(12)上,防皺板圓弧座緊貼在彎管模(8)上,防皺板后端與導(dǎo)模的平行度應(yīng)相差1º~2º。以減少防皺板與工件的摩擦力。

























友情鏈接:不銹鋼丸 鎂合金加工 數(shù)控切割機(jī) 鋼筋滾絲機(jī) 脫水篩 襯氟設(shè)備 清水離心泵 全自動造型機(jī) 美國MRC軸承 磁選機(jī) 氣力輸送機(jī) 線路在線監(jiān)測裝置 工業(yè)閥門廠家 高速沖床 博山水泵 frpp管 硬齒面齒輪減速機(jī) 汽輪機(jī) 硬齒面減速機(jī) 電動滾筒 中開泵 316l不銹鋼管 柴油發(fā)電機(jī)組 永磁起重器 起重吊具 自動噴砂機(jī)廠家 扭轉(zhuǎn)試驗(yàn)機(jī) 潔凈棚 傳遞窗 滑雪場設(shè)計(jì) 防墜器生產(chǎn)廠家 有機(jī)廢氣處理 廢氣治理 配電柜廠家 增壓缸 混凝土攪拌站 穩(wěn)定土攪拌站
版權(quán)所有 © 禾安智能
蘇ICP備2023009394號 禾安智能
版權(quán)所有 ? 禾安網(wǎng)站改版
技術(shù)支持:黎夕CC