
圓管液壓彎管機簡介

2020-09-18 22:40:14
圓管液壓彎管機通過油缸推動齒條,帶動齒輪進行轉動彎管。這種液壓彎管設備經濟高效,角度控制通過編碼器數字控制,彎管精度對于常規產品也是可以保證的。比較容易受到油溫變化,速度變化,齒輪齒條間隙等條件而影響彎曲精度。
設備可彎曲不同直徑的無縫圓管、不銹鋼圓管、銅管等,化工管道、工礦,預埋消防圓管管生產等行業的大批量彎管加工操作。
設備機構穩固,占地面積小,具有良好的空間感,。
使用該機彎管時,不需要加熱或填砂工藝,根據不同的需要可以冷彎成形。所彎制品具有圓弧光滑,清晰,變形量小等特點。
本機設計結構簡單,多功能式彎管機操作靈活方便,使用時間長長,配備模具多。具有一機多用的功能。可以進行直徑76mm、89mm、100mm、108mm、114mm、125mm、133mm、140mm、150mm、159mm、165mm、200mm、219mm、250mm、273mm、325mm等圓管彎管加工。

彎管機的圓管模具的安裝及調整
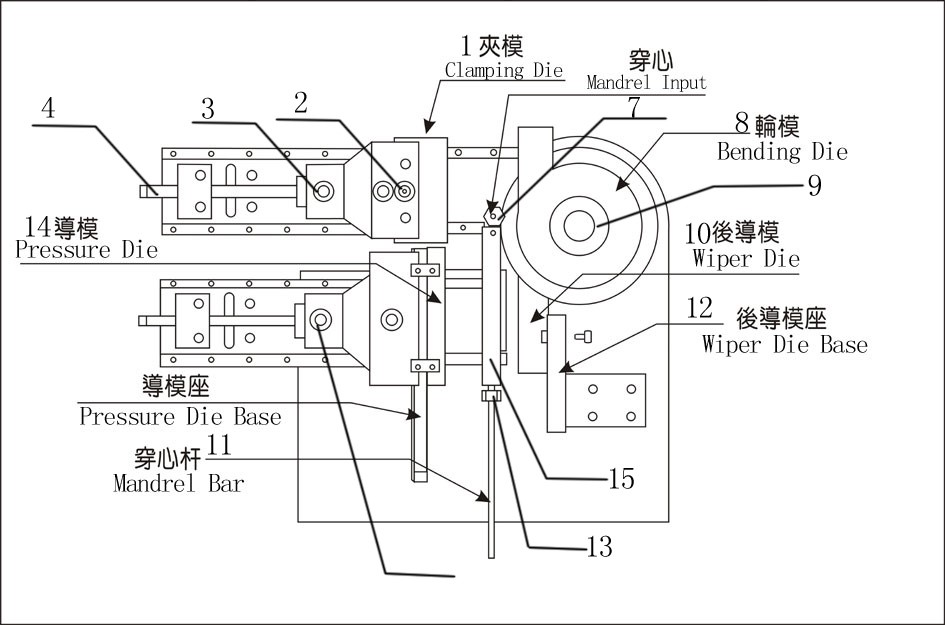
圖十二夾緊模
- 夾緊模銷軸
- 夾緊模座固定螺絲
- 夾緊模調節螺桿
- 壓料模套固定
- 壓料模套調節螺絲
- 芯棒桿珠子
- 彎管模
- 彎管模鎖緊并帽
- 防皺板
- 芯棒桿
- 防皺板座
- 芯棒桿固定螺母
- 導模
- 芯棒
- 彎管模的安裝(參照圖十二)以順時針方向將彎管模鎖緊并帽(9),松開取下,換上所需之彎管輪模后鎖緊彎管模鎖緊并帽即可。
- 主夾模的安裝(參照圖十二)
- 取出主夾模肖軸(2),換上所需之夾緊模,肖軸插入即可,松開夾緊模座固定螺栓(3),用手動模式畫面操作主夾夾緊,轉動夾緊模調節螺桿再向前移動1/3圈或1/2圈。鎖緊夾緊模座固定螺絲即可。
- 導壓模的安裝(參照圖十二)裝上導模,同上述方法基本相同,但調整的夾緊力比主夾模稍松一點,當出現管材內皺,將壓料模套調節螺絲往前移動約1/4圈后,試彎直至不出現內皺為止。特別注意試彎時輔推前進速度必須與彎管速度同步。
- 芯棒桿及芯棒油缸座的安裝及調整(參照圖十二)芯棒珠子(7)安裝于芯棒桿(11),芯棒桿擰入芯棒(15)上,芯棒接入芯棒油缸的十字接頭上,一般的調整方法是芯棒桿的前端應超過彎管模中心切點2~5mm(應視彎管模直徑大小而定,直徑大即超過切點得距離長一點,直徑小反之),芯棒油缸座安裝于芯棒油缸導軌上,芯棒油缸導軌上有一刻度尺,指針所示尺寸即為彎管模半徑尺寸,所以說更換彎管模,芯棒油缸座也應進行調整。
- 防皺裝置的安裝(參照圖十三)防皺板(10)固定在防皺座(12)上,防皺板圓弧座緊貼在彎管模(8)上,防皺板后端與導模的平行度應相差1º~2º。以減少防皺板與工件的摩擦力。
Recommended Products
![]()
![]()
32 Left And Right Common Pipe Bender
![]()
![]()
Model 65 Multi-layer Mold Numerical Control Pipe Bender
![]()
![]()
50 Left And Right Common Pipe Bender
![]()
Type 18 CNC Pipe Bender
![]()
![]()
38 Servo CNC Pipe Bender
![]()
![]()
89 Type CNC Pipe Bender
![]()
![]()
89 Automatic Pipe Bender
![]()
![]()
Model 50 Multi-layer Mold CNC Pipe Bender
![]()
![]()
50 Double Mold CNC Pipe Bender
![]()
![]()
Model 38 Multi-layer Mold Numerical Control Pipe Bender
![]()
![]()
Model 18 Multi-layer Mold Numerical Control Pipe Bender






















Copyright ? 禾安網站改版
support: 黎夕CC