
全自動數控彎管機使用說明書

2020-09-08 23:34:17
50型全自動數控彎管機使用說明書
本說明書對數控彎管機的原理、結構、調試、操作方面內容進行指導說明,操作者需要提前經過彎管機生產廠家必要的安全培訓,掌握有關安全操作的知識后方可使用、維護該機床。
全自動數控彎管機使用說明書目錄:
一、設備外觀
二、設備技術參數
三、機床的功能及特點
四、機床彎管的工作原理
五、彎管模具的安裝及調整
六、機床的搬運、安裝
七、彎管機的調整與操作
八、彎管機的日常維護及注意事項
九、彎管機機械及油壓部分常見故障及處理方法
十、全自動數控彎管機系統操作手冊
一、設備外觀
二、設備技術參數
|
序號 |
項 目 |
單 位 |
數 值 |
備 注 |
|
1 |
最大彎管規格 |
mm |
50*2.5 |
管徑*壁厚 |
|
2 |
最大彎曲半徑 |
mm |
200 |
|
|
5 |
最大彎曲角度 |
Deg |
190 |
|
|
6 |
一次送料最大距離 |
mm |
2280 |
|
|
7 |
機床中心高 |
mm |
1250 |
|
|
8 |
Y坐標最大運動速度 |
m/min |
30 |
|
|
9 |
B坐標最大運動速度 |
r/min |
40 |
|
|
10 |
C坐標最大運動速度 |
r/min |
15 |
|
|
11 |
Y坐標重復定位精度 |
mm |
±0.10 |
|
|
12 |
B坐標重復定位精度 |
deg |
±0.10 |
|
|
13 |
C坐標重復定位精度 |
deg |
±0.10 |
|
|
14 |
系統額定工作壓力 |
Mpa |
£14 |
|
|
15 |
油泵電機功率 |
kw |
5.5 |
|
|
16 |
外型尺寸 |
mm |
4160*960*1500 |
長*寬*高 |
|
17 |
機床重量 |
kg |
約1500 |
|
三、機床的功能及特點
50CNC三軸數控彎管機系管材在常溫下進行有芯纏繞式彎曲設備,如改變模具也可以用于方管、槽鋼等異型截面型材的彎曲。
本機床為CNC數控型,采用工業控制計算機控制三維空間運動的全自動彎管機。主傳動、夾緊運動通過液壓系統控制,小車縱向移動及工件的空間轉動用中慣量進口伺服電機驅動。數控系統可自動控制工件的彎曲角度、空間轉角及直線送進量,并對角度誤差予以補償。擁有每個工件不小于20彎曲工步,工件不少于500種的存儲容量。
管件的最小余量為(最大彎曲角度ⅩπⅩR÷180+3倍管直徑)-(最后彎曲角度ⅩπⅩR÷180)。
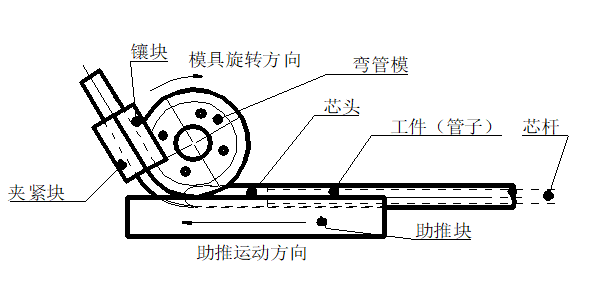
四、機床彎管的工作原理
本機床采用纏繞式彎管法(見圖二),即夾緊塊與彎管模夾住管件后,再由側推滑塊頂住管件,然后由主軸帶動彎管模及夾緊塊一同旋轉,側推滑塊由油缸推動同速移動,管件被纏繞在彎管模圓弧槽內彎曲成所需的圓弧。滑塊的移動有利于管件的彎曲質量
(圖二)
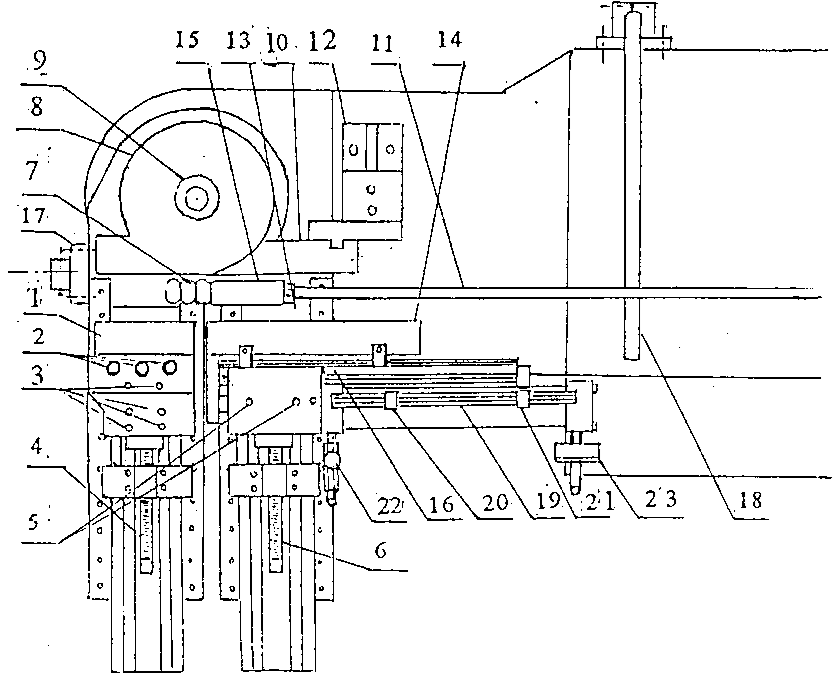
五、彎管模具的安裝及調整
|
1 |
夾緊模 |
2 |
夾緊模肖軸 |
3 |
夾緊模座固定螺絲 |
|
4 |
夾緊模調節螺桿 |
5 |
壓料模套固定螺絲 |
6 |
壓料模套調節螺絲 |
|
7 |
芯棒桿珠子 |
8 |
彎管模 |
9 |
彎管模鎖緊并帽 |
|
10 |
防皺板 |
11 |
芯棒桿 |
12 |
防皺板座 |
|
13 |
芯棒桿固定螺母 |
14 |
導模 |
15 |
芯棒 |
|
16 |
導模座 |
17 |
擋料棒座 |
18 |
扶料棒 |
|
19 |
輔推極限滑座槽板 |
20 |
輔推前限 |
21 |
輔推后限 |
|
22 |
輔推調速閥 |
23 |
輔推壓力表 |
|
|
全自動數控彎管機模具的安裝(參照上圖)
以順時針方向將彎管模鎖緊并帽(9),松開取下,換上所需之彎管輪模后,鎖緊彎管模鎖緊并帽即可。
主夾模的安裝
取出主夾模銷軸(2),換上所需之夾緊模,銷軸插入即可。松開夾緊模座固定螺栓(3),用手動模式畫面操作主夾夾緊,轉動夾緊模調節螺桿(4),向前移動至夾緊模夾到彎管模,再按主夾退夾,轉動夾緊模調節螺桿再向前移動1/3圈或1/2圈。鎖緊夾緊模座固定螺絲即可。
導夾模的安裝
裝上導模,同上述方法基本相同,但調整的夾緊力比主夾模稍松一點,當出現管材內皺時,將壓料模套調節螺絲往前移動約1/4圈后,試彎直至不出現內皺為止。特別注意試彎時輔推前進速度必須與彎管速度同步。
芯棒桿及芯棒油缸座的安裝和調整
芯棒珠子(7)安裝于芯棒桿上(11),芯棒桿擰入芯棒(15)上,芯棒接入芯棒油缸的十字接頭上,一般的調整方法是芯棒桿的前端應超過彎管模中心切點2~5mm(應視彎管模直徑大小而定,直徑大即超過切點的距離長一點,直徑小反之),芯棒油缸座安裝于芯棒油缸導軌上,芯棒油缸導軌上有一刻度尺,指針所示尺寸即為彎管模半徑尺寸,所以如果要更換彎管模,芯棒油缸座也應進行相應調整。
防皺裝置的安裝
防皺板(10)固定在防皺座(12)上,防皺板圓弧座緊貼在彎管模(8)上,前端盡可能到輪模中心,防皺板后端與導模的平行度應相差1~2度。以減少防皺板與工件的磨擦力。
六、機床的搬運、安裝
1、搬運:
整臺機床可用鋼絲穿入機床底部進行吊運。鋼絲繩與機床接觸部位應墊上棉紗或布類以免拉傷機體表面。在搬運過程中要固定好活動部分,以防止竄動碰撞。
2、安裝:
機床的安裝為直接擺放,可以通過調整床腳下的減震墊鐵校正設備水平。
油冷機與機床的相互位置可按實際操作位置而定。
3、試車的準備:
1)開車前操作者應仔細閱讀說明書,熟悉機床的安全事項、性能和操作規范。
2)接好操作箱與主機間的電纜線。
3)向液壓油箱加入液壓油至油標中線。
4)回轉體和齒輪箱中加入20號機械油至油標中線。
5)直線導軌滑塊及各處油杯注入潤滑脂。
6)檢查運動部件的運動軌跡上和周圍是否有異物。
7)接通電源后按液壓電機啟動按鈕(MOTOR)并迅速按急停按鈕(FSTOP),同時觀察電機轉向是否符合轉向標志,若不符合,調整電源接線再試。
8)檢查液壓系統壓力(在液壓電機啟動后,借助適當的工具,按動電磁溢流閥芯),壓力表上指示值應小于14Mpa(一般出廠時已調好)。
七、彎管機的調整與操作
1、機床的調整:
為使彎曲管子得到設定的幾何形狀,根據管件外徑、壁厚、彎曲半徑,選擇好模具然后調整相應的部件。
1)彎曲角度:
根據用戶需要可在操作顯于屏上輸入所需要的角度(見電器說明書)。
2)夾緊、助推滑板機構的調整:
本機床的管子夾緊與助推均采用連桿增力機構。為保證夾緊狀態的自鎖,可先放松管夾機構、助推機構的絲桿,在手動狀態下使兩機構處于夾緊位置,然后將絲桿擰緊。滑塊的速度可用單向節流閥來調節,使其與主軸同步。
3)按照選定的管材、模具,調節回轉部分橫移絲桿,使其套簡中心線與模具彎管部位中心重合。
4)尾架的調整:
首先調整尾架使芯桿中心與模具彎管部位中心重合,然后調整尾架活塞桿上的絲桿、使芯頭伸到合適的位置上。
2、機床的空運轉:
1)在手動狀態下按動作按鈕,驅動相應的油缸,觀察動作是否正常,應無爬行、脈動和漏油現象。
2)用點動方式驅動小車沿導軌移動,回轉套筒轉動,觀察其靈活性和準確性。
3)驅動夾頭夾緊油缸看其滑套的移動及夾緊的可靠性。
4)選擇幾個不同的角度,在自動狀態下觀察,各機構動作的協調性與連貫性。待以下各項正常后,可轉入正常使用。
八、彎管機的日常維護及注意事項
1、機械請定期保養,保養人員須經教育訓練合格人員。
2、檢查各部油壓系統之壓力是否正常。
3、彎曲臂之油管,線不可接觸到地面。
4、定期檢查油箱的液壓油須至油面計80%以上。
5、油面計的溫度指數不可超過60℃。
6、傳動齒輪與齒條嚙合處須定期添加潤滑脂。
7、滑動部位或轉動部位須定期添加潤滑脂。
8、在5℃以下操作,注意積水不可結冰。
9、不可將帶磁性的物體靠近伺服馬達,亦不可敲打。
10、液晶顯示屏清潔時,請先斷電,不可用液體清潔劑或液化汽體清理。
11、勿將本機放置于漏雨、潮濕之處。
九、彎管機機械及油壓部分常見故障及處理方法
1、若發現油缸處漏油,確認好更換密封圈即可。
2、若發現機器壓力不足,請檢查油箱內油位置是否足夠,油溫是否過高。
3、當接近開關未感應到時,顯示屏上會顯示相應的故障原因,按照顯示的故障了解故障位置,方便維修排除,詳情參考圖示。
4、如發現轉角角度不準,請先檢查附爪油缸是否前進,是否到位,或檢查相對應的附爪是否加工過大。
5、如發現工作中伺服不轉角或伺服馬達不送料,請檢查伺服驅動器是否出現故障代碼。最常見的故障是指電壓瞬間過低,如出現以上狀況,請先將總電源關掉,待30秒后重新開機即可工作,如無法解決,請通知本公司,切勿擅自拆卸修理,否則后果自負。
6、如彎管角度不準,請檢查編碼器連軸器固定螺絲是否松動,末端慢彎是否有輸入角度。
7、如發現油壓某一個動作沒有響應,請檢查對應的電磁閥是否出現異常。
十、全自動數控彎管機系統操作手冊
本段內容較多,點擊鏈接,跳轉至新篇章進行指導說明。
Recommended Products
![]()
![]()
32 Left And Right Common Pipe Bender
![]()
![]()
Model 65 Multi-layer Mold Numerical Control Pipe Bender
![]()
![]()
50 Left And Right Common Pipe Bender
![]()
Type 18 CNC Pipe Bender
![]()
![]()
38 Servo CNC Pipe Bender
![]()
![]()
89 Type CNC Pipe Bender
![]()
![]()
89 Automatic Pipe Bender
![]()
![]()
Model 50 Multi-layer Mold CNC Pipe Bender
![]()
![]()
50 Double Mold CNC Pipe Bender
![]()
![]()
Model 38 Multi-layer Mold Numerical Control Pipe Bender
![]()
![]()
Model 18 Multi-layer Mold Numerical Control Pipe Bender






















Copyright ? 禾安網站改版
support: 黎夕CC